多成分の蒸留計算ができるプログラムを利用して、メタノール、エタノール、水混合液の蒸留を考えましょう。
計算条件
| 成分 | メタノール/エタノール/水 |
| FEED組成(mol比) | 0.45/0.50/0.05 |
| 蒸留段数 | 21 |
| FEED段数 | 13 |
| FEED流量(mol/hr) | 10.0 |
| 蒸留塔上部の流出量(mol/hr) | 1.5 |
| 還流比 | 6.0 |
ひとまず計算結果
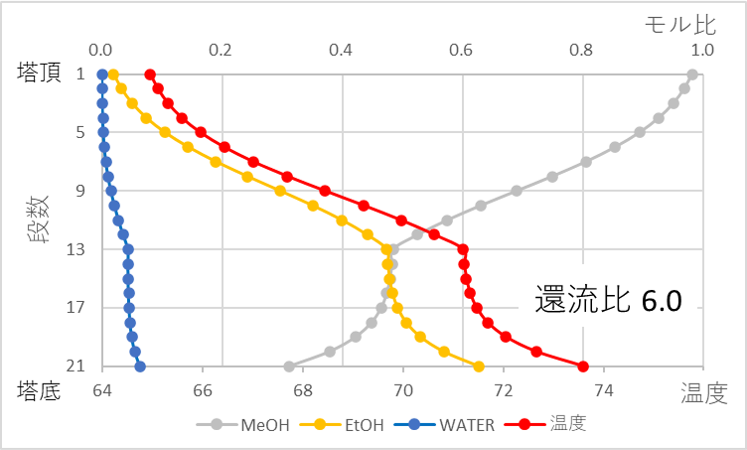
なにはともあれまずは還流比6.0の計算結果は下のようになります。
蒸留塔のFEEDで0.05mol比あった水分が塔頂ではほぼ0になっており、水分をカットできていることが分かります。つまり、この蒸留塔の目的「微小に混入した水分をカットできている」ことになります。
そのほかのメタノールとエタノールについては、塔頂ではエタノールが0.05mol比未満、塔底では水/メタノール/エタノール=0.1/0.3/0.6mol比の混合物となっています。温度は塔頂65℃、塔底74℃で塔頂から塔底に向かって温度が単純増加していることが確認できます。
もし還流量が変わったら。。。
次に、還流比が6.0から2.0に低下した場合を考えてみましょう。
還流比が低下する原因は様々あると思います。
- コスト削減のため、リボイラーのスチーム量を低減させたため(缶出量を一定に制御することが多いため、蒸発量低下=還流量低下)。
- リボイラー汚れのため、蒸発量が低下したため
- スチーム圧力低下(冬場やスチームトラップ故障による)。
今回はメタノール、エタノール、水混合液の蒸留で還流量が6.0から2.0に低下してしまった場合を計算してみました。
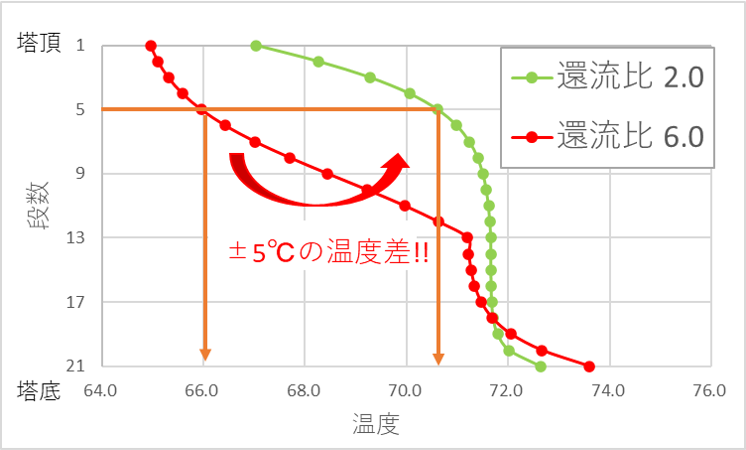
まずは塔内温度です。赤線が還流比6.0で正常の温度分布で、もう一方の緑線が還流比が2.0に低下してしまった時の温度分布です。
温度分布は還流比の違いにより大きく変化しており、中上段(5段目)の温度が±5℃の違いとなって表れています。企業によってこの±5℃の違いでアラームを設定しているかは違いがあるかと思いますが、たとえば3年かけて中上段温度が5℃変わってきた場合、異常を見抜くのはなかなか難しいです。
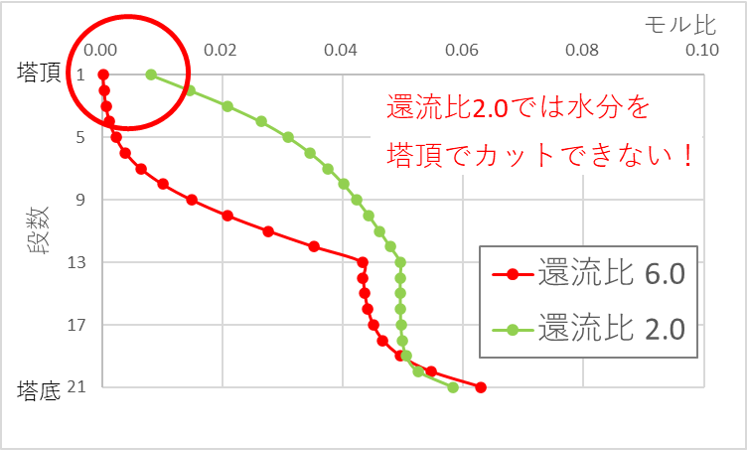
温度では中上段で5℃の違いでしたが、上段缶出液の組成には大きな違いが表れてしまいます。上図を見るとわかる通り、還流比6.0では水分をほとんどカットできているのに対し、還流比2.0ではカットに甘さが残ります。
このように還流比が変わってしまうと、目標である水分カットができなくなることもあるので、工場でプロセスを担当している方は注意しましょう。